In the field of heavy industry, the more common heat-power conversion type power generation equipment – heavy gas turbine, due to the small footprint, short cycle, high efficiency, less pollution and other characteristics are widely used in power grid peak load, energy mining and transmission, ocean power generation, advanced ship power, aerospace and other fields, called “industrial pearl”. In a certain sense, the overall development level of the national manufacturing industry is closely related to the research and development level of heavy gas turbines.
Preparation of thermal barrier coating
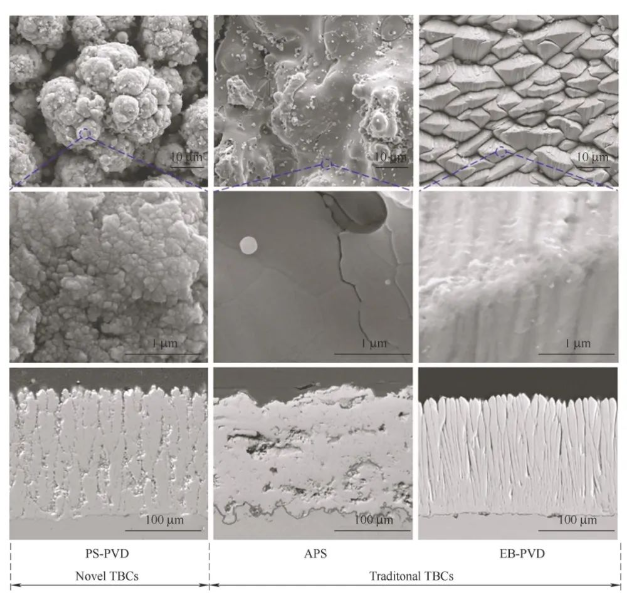
To a certain extent, the microstructure of the thermal barrier coating not only affects the thermal insulation, oxidation resistance and other properties of the coating, but also determines the life of the coating. The microstructure of the thermal barrier coating depends not only on the material used, but also on its preparation process. Therefore, it is also important to choose the appropriate preparation process according to different preparation requirements. There are many ways to prepare thermal barrier coatings, but they are mainly divided into two categories: one is thermal spraying method, and the other is physical vapor deposition method. Among them, the thermal spraying method mainly includes supersonic spraying method, plasma spraying method, explosion spraying method and so on. The coating prepared by thermal spraying is flaky. The physical vapor deposition method is mainly electron beam physical vapor deposition (EB-PVD), and the prepared coating is columnar. The ceramic layer of thermal barrier coating is often used by electron beam physical vapor deposition, atmospheric plasma spraying and other methods. The metal bonding layer mainly adopts thermal spraying technologies such as atmospheric plasma spraying (APS), low pressure plasma spraying (LPPS) and supersonic flame spraying (HVOF) [40]. Up to now, APS and EB-PVD are the main methods for preparing gas turbine thermal barrier coatings.
Atmospheric plasma spraying
APS is a kind of direct current arc generated by the spray gun to convert Ar, He, N2 and other gases into plasma jets, so that the ceramic powder and metal powder transported by the carrier gas can be rapidly heated and melted into molten or semi-molten particles. Technology for forming a coating on the surface of superalloy matrix by impacting it with a large kinetic energy (80 ~ 300 m/s) under the action of electric field [42]. The thermal barrier coating prepared by APS technology is composed of numerous particles interstacked, and the matrix is mainly mechanically bound to the lamellar microstructure, which contains many defects parallel to the alloy matrix, such as pores and micro-cracks (as shown in Figure 2). The reasons for the formation are as follows: under high temperature conditions, the ceramic or metal will melt to form molten particles, and will contain some ambient gases, but the cooling rate of the coating is very fast, which will make the gas dissolved in the molten particles in the deposition process can not be precipitated in time, and then form pores; At the same time, insufficient bonding between molten particles will also lead to the formation of pores and cracks in the coating. Therefore, if APS is used to prepare thermal barrier coatings, its porosity is high and it has good thermal insulation performance, but its disadvantages are insufficient strain tolerance and poor thermal shock resistance [43], and it is mainly used for parts with relatively good working environment. In addition, APS is cheap to prepare, so it can be applied to larger parts.

Electron beam physical vapor deposition
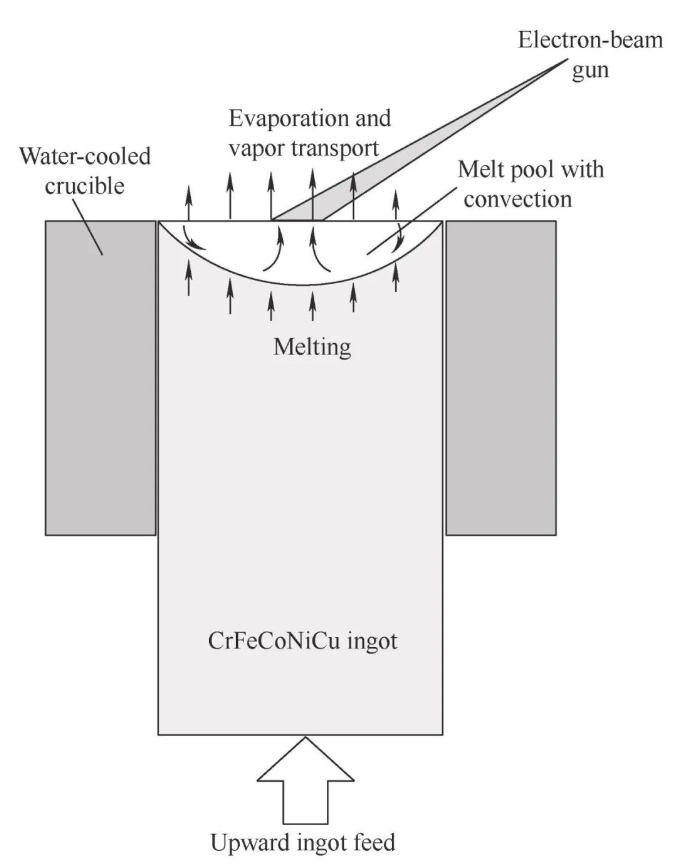
- EB-PVD is a technology that uses a high-energy density electron beam to heat the coating powder in a vacuum chamber and form a molten pool on the surface of the powder to vaporize the ceramic powder and deposit it on the surface of the substrate in an atomic state to form a thermal barrier coating [45], as shown in Figure 3. The structure of EB-PVD coating is a columnar crystal structure perpendicular to the alloy matrix, and the coating and matrix are mainly bonded by metallurgy. The surface is not only smooth, but also has good density, so it has high bonding strength, strain tolerance and thermal shock resistance. It is mainly applied to parts with harsh working environment, such as gas turbine rotor blades. However, the preparation cost of EB-PVD coating is expensive, and only thin coatings can be prepared, and the structural size of parts has certain requirements, so it is rarely used in gas turbines.
- The above two preparation processes have been very mature, but there are still their own problems, as shown in Table 2. In recent years, relevant researchers are constantly improving and creating new thermal barrier coating preparation methods. At present, among the commonly used new thermal barrier coating preparation methods, the most prominent is plasma spraying physical vapor deposition technology (PS-PVD), which is recognized as one of the most promising and effective thermal barrier coating preparation methods.
Plasma spraying physical vapor deposition
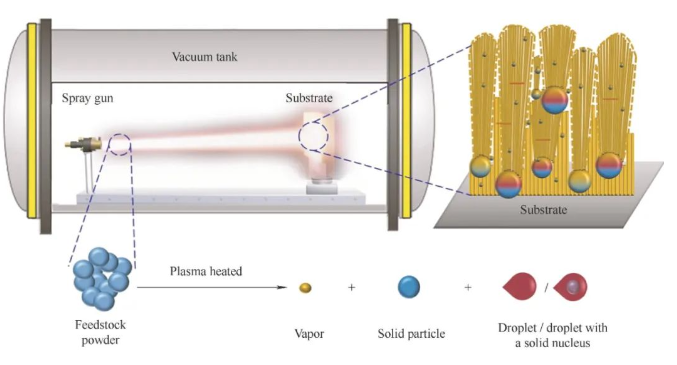
PS-PVD technology is developed on the basis of low pressure plasma spraying. The coating structure prepared by this method is plumes and columns, and the pores in the coating are numerous and the gaps are large, as shown in Figure 4. Therefore, PS-PVD technology has improved the problem of insufficient thermal insulation of EB-PVD coating and poor thermal shock resistance of APS coating, and the thermal barrier coating prepared by PS-PVD technology has high bonding strength, good thermal insulation performance and good thermal shock resistance, but poor corrosion resistance and oxidation resistance of CMAS. On this basis, ZHANG et al. [41] proposed a method of modifying PS-PVD 7YSZ thermal barrier coating by Al2O3. The experimental results show that the oxidation resistance and CMAS corrosion resistance of 7YSZ thermal barrier coating prepared by PS-PVD technology can be enhanced by aluminizing modification.
To sum up, although PS-PVD technology can learn the advantages of EB-PVD and APS, for domestic gas turbines, PS-PVD technology is not mature enough, complicated to operate and high cost. The deposition efficiency of EB-PVD technology is low, the cost is high, the thickness of the preparation coating is limited, and it cannot prepare thicker coating, and it has certain requirements for the size of parts, and it has “shielding” effect for parts with complex shapes. However, APS technology has low cost and excellent thermal insulation performance, and is still the preferred preparation process for thermal barrier coatings on hot end components such as gas turbine combustion chambers and turbine blades. CHEN et al. [47] successfully introduced high-density vertical cracks (DVC) and porous vertical cracks (PVC) into 8YSZ thermal barrier coatings by using APS under different APS process parameters. The results show that compared with DVC coating, PVC coating has higher porosity, lower thermal conductivity and better thermal shock resistance. Therefore, researchers should increase the cost and time investment in improving APS technology, and improve the performance of APS thermal barrier coating by continuously optimizing APS parameters and improving APS technology to regulate the microstructure of APS thermal barrier coating.